




平口鉗的夾持力度如何調節
平口鉗作為機械加工、木工制作及維修作業中的核心夾持工具,其夾持力度的精準調節直接影響工件穩定性、加工精度及操作安全。本文從調節原理、操作步驟、影響因素及安全規范四大維度,系統解析平口鉗夾持力度的調節方法,助您高效完成作業任務。
一、調節原理:絲杠傳動與杠桿作用
平口鉗的夾持力度調節主要依賴絲杠傳動機構與杠桿原理:
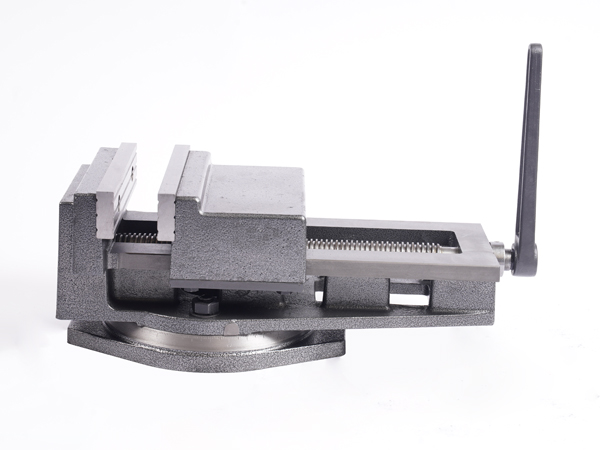
1. 絲杠傳動:旋轉手柄帶動梯形螺紋絲杠轉動,通過螺母將旋轉運動轉化為鉗口的直線移動,實現夾緊或松開動作;
2. 杠桿放大:部分平口鉗設計有省力杠桿結構(如加長手柄或齒輪組),可通過機械優勢放大輸入力,降低操作強度。
關鍵參數:
? 螺距:絲杠螺距越小,單位旋轉產生的位移越小,夾持力調節越精細;
? 傳動比:杠桿結構或齒輪組的傳動比越大,夾持力放大倍數越高(但可能犧牲調節速度)。
二、操作步驟:分階段精準調節
1. 初步定位與預緊
? 將工件放置在鉗口中央,確保與鉗口垂直;
? 逆時針旋轉手柄至最大開口度,緩慢合攏鉗口,使工件與兩側鉗口輕微接觸;
? 預緊力度:以工件不滑動且鉗口無間隙為宜,避免過度用力導致工件變形。
2. 力度調節與鎖定
? 順時針旋轉手柄:每旋轉1/4圈暫停,用手輕推工件測試穩定性;
? 力度判斷標準:
? 金屬加工:夾持力需能抵抗切削力(如銑削時建議達到工件重量的3-5倍);
? 木工加工:夾持力以不壓傷木材表面為限(可通過手感或壓力表輔助判斷);
? 鎖定機構:部分平口鉗配備棘輪鎖緊裝置,旋轉至指定力度后需撥動鎖緊桿防止回松。
3. 微調與驗證
? 使用薄塞尺檢查鉗口與工件間的間隙,確保四面均勻接觸;
? 輕敲工件表面,觀察是否有位移或異響(異常說明夾持力不足或分布不均);
? 加工前進行試切削,根據實際效果進一步調整夾持力。
三、影響因素:材質、工件與環境
1. 鉗口材質:
? 鋼制鉗口:適合金屬加工,夾持力大但易損傷軟質材料;
? 軟鉗口(橡膠/皮革):保護木材或精密零件表面,但需增加夾持力補償摩擦損失。
2. 工件形狀:
? 規則工件(如方形、圓形):夾持力分布均勻,調節簡單;
? 異形工件:需使用V型槽或定制夾具,并通過分階段夾緊(先夾緊一點,再旋轉工件夾緊另一點)確保穩定性。
3. 環境溫度:
? 低溫環境下金屬收縮,需適當增加夾持力;
? 高溫環境可能導致絲杠熱脹,需預留調節余量。
四、安全規范:避免過度與誤操作
1. 禁止超負荷使用:
? 查閱平口鉗說明書,明確最大夾持力(通常以噸或牛頓為單位);
? 加工重型工件時,需搭配工作臺防震墊或地腳螺栓固定平口鉗。
2. 防止夾傷手指:
? 調節時保持手指遠離鉗口,建議佩戴防護手套;
? 松開工件前,先逆時針旋轉手柄2-3圈釋放壓力。
3. 定期維護:
? 每3個月清潔絲杠并涂抹潤滑脂,減少磨損;
? 檢查鉗口平行度,誤差超過0.1mm需校準或更換。
結語
平口鉗的夾持力度調節需兼顧精度與安全性,通過預緊、分階段調節、微調驗證的流程,結合工件材質與形狀靈活調整。操作時務必遵循安全規范,避免因力度不當導致工件損壞或人身傷害。掌握這些技巧后,您可輕松應對各類加工場景,提升作業效率與成品質量。

